



دایره المعارف دانش جوشکاری: بحث مختصری در مورد طبقه بندی
و فرآیندهای جوشکاری جوشکاری لیزری
در تولید صنعتی، جوشکاری لیزری مدتهاست که در زمینههای هوافضا کاربرد دارد،جوشکاری با دقت بالاو جوشکاری مواد خاص. با توسعه صنعت و پیشرفت فناوری، جوشکاری لیزر اکنون به طور فزایندهای در جوشکاری مواد معمولی مورد استفاده قرار میگیرد. امروز، ما در مورد طبقهبندی جوشکاری لیزر بحث خواهیم کرد. جوشکاری لیزر یک روش جوشکاری کارآمد و دقیق است که از پرتو لیزر با چگالی انرژی بالا به عنوان منبع گرما برای ترکیب مواد با یکدیگر استفاده میکند. این روش مزایای بسیاری دارد، مانند سرعت جوشکاری سریع، تغییر شکل کوچک، الزامات کم برای محیط جوشکاری، چگالی توان بالا، عدم تأثیر میدانهای مغناطیسی، عدم محدودیت برای مواد رسانا، عدم نیاز به شرایط کاری خلاء و عدم تولید اشعه ایکس در طول فرآیند جوشکاری.
جوشکاری لیزری را میتوان از دیدگاههای مختلف طبقهبندی کرد:
- طبقه بندی بر اساس حالت انرژی خروجی لیزر:
- جوشکاری لیزری پیوسته: شکل جوش پیوسته و بدون وقفه در طول فرآیند جوشکاری تشکیل میشود.
- جوشکاری لیزر پالسی: از آنجایی که انرژی ورودی به سطح قطعه جوشکاری شده متناوب است، هر نقطه نور پالسی بر روی سطح قطعه کار جوشکاری شده عمل می کند تا یک نقطه جوش دایره ای تشکیل دهد. شکل های مختلف جوش را می توان با توجه به پارامترهای مختلف لیزر بدست آورد.
- طبقهبندی بر اساس چگالی توان نقطه لیزر متمرکز:
- جوشکاری هدایت حرارتی لیزری: چگالی توان نسبتاً کم است، عموماً کمتر از 10⁵ W/cm². لیزر انرژی را به سطح قطعه کار جوشکاری شده منتقل میکند و سطح فلز را تا دمایی بین نقطه ذوب و نقطه جوش گرم میکند. گرما از طریق هدایت حرارتی به داخل فلز منتقل میشود تا جوشی تشکیل شود که شبیه به تنگستن بیاثر است.جوشکاری با گاز (TIG).
- جوشکاری نفوذ عمیق لیزری (جوشکاری سوراخ کلید): هنگامی که چگالی توان لیزر فعال بر روی سطح فلز بیشتر از 10⁵ W/cm² باشد، پرتو لیزر پرقدرت بر روی سطح فلز عمل میکند و باعث ذوب موضعی و تشکیل "سوراخ کلید" میشود. پرتو لیزر از طریق "سوراخ کلید" به داخل حوضچه مذاب نفوذ میکند تا جوش تشکیل شود.
- طبقه بندی بر اساس حالت کنترل:
- دستگاه جوش لیزری دستی
- دستگاه جوش لیزری اتوماتیک
- دستگاه جوش لیزری گالوو
- طبقه بندی بر اساس نوع لیزر:
- دستگاه جوش لیزر YAG
- دستگاه جوش لیزر نیمه هادی
- دستگاه جوش لیزر فیبری
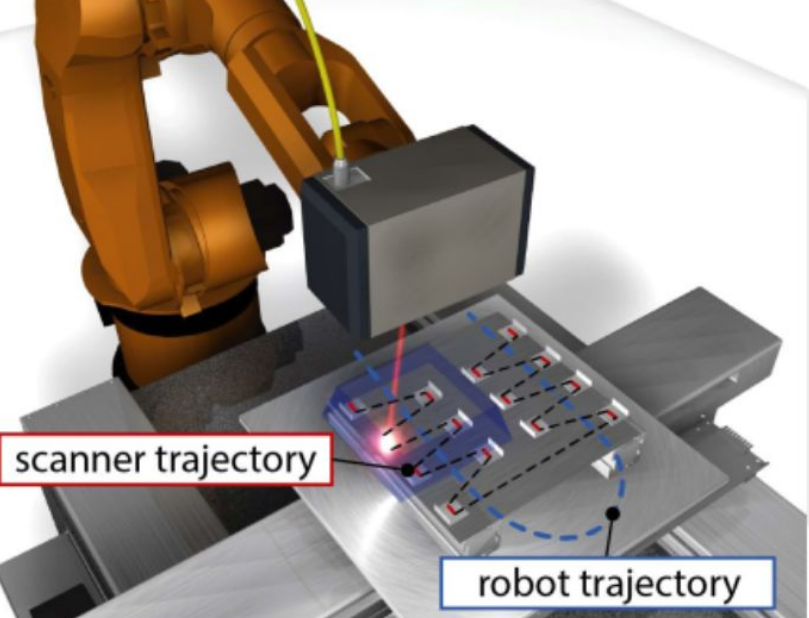
۱. جوشکاری لیزری پرنده
جوشکاری لیزری پرنده مزایای جوشکاری از راه دور، گالوانومترها و دستگاههای مکانیکی را با هم ترکیب میکند و به نرمافزار پردازش گرافیکی حرفهای مجهز است تا جوشکاری چند مسیره آنی را در فضای سهبعدی محقق سازد.
کاربردهای اصلی:
این روش برای محصولاتی مانند بدنه خودرو، صندلی و قطعات رایج خودرو کاربرد دارد. از نظر جنس، میتوان از آن برای مواد رایج مختلفی مانند صفحات فولادی، صفحات نورد سرد و آلیاژهای آلومینیوم و همچنین مواد کامپوزیت و مواد آلیاژی مانند آلیاژهای منیزیم-آلومینیوم استفاده کرد.
★ مزایا:
- سازگار با هر نوع جوش
- مناسب برای هر جهت جوش
- توزیع جوش/نقطه تعریف شده توسط کاربر
- توزیع تنش بهینه شده
- قابلیت جوشکاری نقطهای پرسرعت، جوشکاری درز، جوشکاری روی هم، جوشکاری لب به لب، جوشکاری گوشه و جوشکاری روی هم
- هماهنگسازی بلادرنگ بین سر جوشکاری و ربات برای تسریع فرآیند جوشکاری لیزری
- نیاز به فضای کف کمتر
- هزینههای نگهداری و لجستیک پایینتر
۲. جوشکاری لیزری مارپیچی
این یک روش جوشکاری لیزری با نوسان لیزر دو گوهای است که با تجهیز یک ماژول لرزش مخصوص روی سر جوش محقق میشود. این امر باعث میشود که نقطه نور متمرکز شده در حین حرکت سر جوش، یک جوش مارپیچی تشکیل دهد.
کاربردهای اصلی:
جوشکاری لولا، مبدلهای حرارتی، مبدلهای حرارتی لوله، جوشکاری لولههای ضخیم در صنعت نفت و گاز طبیعی، جوشکاری فلنج و جوشکاری آلیاژ آلومینیوم و غیره
★ مزایا:
- جوش پهنتر
- تکرارپذیری/پایداری فرآیند بسیار بالا
- تشکیل جوش بهتر
- پسپردازش سادهتر و سطح صافتر قطعه کار جوش داده شده
- قابلیت جوشکاری عالی آلیاژ آلومینیوم
۳. لحیمکاری لیزری
لحیمکاری لیزری به روشی اطلاق میشود که از فلز پرکنندهای با نقطه ذوب پایینتر از فلز پایه استفاده میکند. فلز پرکننده لحیمکاری تا دمایی بالاتر از نقطه ذوب خود اما پایینتر از دمای ذوب فلز پایه گرم میشود. فلز پرکننده لحیمکاری مایع، فلز پایه را خیس میکند، شکاف اتصال را پر میکند و با فلز پایه نفوذ میکند تا اتصال قطعات جوش داده شده را محقق سازد.
کاربردهای اصلی:
جوشکاری سازههای قاب بدنه آلومینیومی، مانند اتصال بین سقف و دیوار جانبی، و درها.
★ مزایا:
- عیوب جوشکاری لیزری خالص، مانند منافذ، ترکها و شکافهای بیش از حد اتصالات محصولات را کاهش میدهد.
- استحکام جوش را بهبود میبخشد و یک جوش بینقص ایجاد میکند
- در حین لحیمکاری سخت، فقط فلز پرکننده ذوب میشود، در حالی که فلز پایه ذوب نمیشود.
- تغییر شکل کم اتصالات لحیمکاری شده، ظاهر صاف و زیبا، مناسب برای جوشکاری دقیق، قطعات پیچیده ساخته شده از مواد مختلف
- ناحیه متاثر از حرارت کوچک و مقاومت فشاری بالا
۴. جوشکاری با سیم لیزری
جوشکاری پر شده با سیم لیزری روشی است که از یک فلز پرکننده با جنس مشابه یا یکسان با فلز پایه استفاده میکند. فلز پایه و فلز پرکننده لحیمکاری سخت ذوب شده و سپس برای تشکیل جوش منجمد میشوند.
کاربردهای اصلی:
جوشکاری کل قطعات سازهای بدنه وسایل نقلیه و قطعات خودرو.
★ مزایا:
- عیوب جوشکاری لیزری خالص، مانند منافذ و ترکها را کاهش میدهد.
- نرخ کیفیت محصولات جوش داده شده را بهبود میبخشد و شکافهای کمی بزرگتری بین محصولات جوش داده شده ایجاد میکند.
- فلز پایه در حین جوشکاری ذوب میشود و استحکام جوش بالاتر از فلز پایه است.
۵. لحیمکاری نوسانی
این دستگاه، توابع شکلدهی پرتو و ردیابی جوش را از طریق ALO3 در یک دستگاه ادغام میکند. سیم پرکننده میتواند به عنوان یک حسگر مکانیکی استفاده شود.
کاربردهای اصلی:
لحیم کاری لیزری بدنههای سفید، عمدتاً شامل لحیم کاری لیزری پوششهای سقف و درب صندوق عقب و همچنین لحیم کاری قطعات خودرو میشود. نوسانات قطعات و خطاهای مربوط به فیکسچرها اغلب دشواری لحیم کاری لیزری را به میزان قابل توجهی افزایش میدهد و منجر به اشکالزدایی بسیار دشوار فرآیند جوشکاری لیزر میشود. با این حال، لحیم کاری نوسانی میتواند به طور مؤثر جهت جوشکاری خود را تنظیم کند. با عملکردهای ردیابی جوش و جبران خودکار فاصله کانونی، پرتو لیزر را به راحتی هدایت و متمرکز میکند، تغییرات جهت را تشخیص میدهد، اتوماسیون بالایی دارد، سرعت جوشکاری سریع و راندمان بالایی دارد و در نتیجه کیفیت جوش را حفظ میکند.
★ مزایا:
- ردیابی جوش برای تعیین مسیر جوش قطعه کار در زمان واقعی
- تنظیم تطبیقی مسیر جوشکاری در سه جهت XYZ با توجه به انحرافات مختلف قطعه کار برای دستیابی به کیفیت جوشکاری خوب
- میزان ثبات جوشکاری محصول را بهبود میبخشد
۶. لحیمکاری سه نقطهای
یک ماژول دو نقطهای به لنز اضافه میشود. در حین جوشکاری، ماژول سه نقطهای در اپتیک لحیمکاری، یک پرتو را به سه پرتو تقسیم میکند و راهحلی برای لحیمکاری ورقهای فولادی گالوانیزه گرم ارائه میدهد و جوش را بدون ترک خوردن، مسطحتر میکند.
کاربردهای اصلی:
لحیم کاری بدنههای سفید آلیاژ آلومینیوم، لحیم کاری لیزری پوشش سقف و درب صندوق عقب، و لحیم کاری قطعات خودرو و غیره
★ مزایا:
- فرآیند لحیم کاری پایدارتر و قابل اعتمادتر
- سرعت بیشتر
- استحکام بالاتر
- کیفیت ظاهری بهتر جوشهای ورق گالوانیزه گرم
- فرآیند پاکسازی آنلاین
- تنظیم انرژی پویا
۷. جوشکاری هیبریدی چند طول موجی
جوشکاری هیبریدی چند طول موجییک فرآیند جوشکاری نوآورانه است که توسط شرکت لیزر لیانیینگ ابداع شده است. این فرآیند دو پرتو لیزر با طول موجهای مختلف را روی هم قرار میدهد و باعث میشود محورهای دو پرتو در فضا بر هم منطبق شوند. لیزر با طول موج اصلی عمدتاً برای جوشکاری استفاده میشود، در حالی که لیزر با طول موج ثانویه عمدتاً برای پیشگرمایش سیم جوش و فلز پایه و کاهش سرعت خنک شدن فلز مذاب در حوضچه جوش استفاده میشود. این فرآیند به ویژه برای آلیاژهای آلومینیوم، آلیاژهای منیزیم، آلیاژهای مس و غیره مناسب است.
★ مزایا:
- محتوای منافذ را کاهش میدهد
- پایداری جوش را افزایش داده و راندمان جوشکاری را افزایش میدهد
- به طور موثری تنش حرارتی را کاهش میدهد، ترکها را کاهش میدهد، استحکام جوش را بهبود میبخشد و مهرههای جوش را با ظاهری نسبتاً یکنواخت به دست میآورد.
در نتیجه، در حال حاضر، در صنعت لیزر به طور کلی، فناوریها و تجهیزات خارجی هنوز جایگاه پیشرو را دارند. آنها در همه جنبهها، از میزبانهای لیزر و هدهای پردازش نوری گرفته تا تجهیزات کمکی مانند چیلرها، پاورمترها، نظارت در حین جوشکاری، بازرسی پس از جوشکاری و کالیبراتورهای TCP، به طور جامع پیشرفته هستند. شرکتهای داخلی تمام تلاش خود را برای رسیدن به این سطح انجام میدهند. با این حال، در زمینه کاربردهای جوشکاری لیزر، چین نسبتاً به سطح پیشرفته بینالمللی نزدیک شده است و تعدادی از شرکتهای با کیفیت بالا در حال ظهور هستند و به نتایج عالی دست یافتهاند.
زمان ارسال: سپتامبر-05-2025











